Bottle cap and closure inspection is one of the most widespread vision applications in packaging. It runs across food and beverage production, pharmaceutical filling lines, personal care product assembly, and chemical packaging. The inspection requirements shift sharply by closure type and product category. The core challenge stays constant: the closure surface is often curved, reflective, and has to be inspected at very high line speeds with zero tolerance for defective products reaching the consumer.
The choice of LED illumination technique is the single most important factor in whether a cap inspection system reaches reliable detection or churns out excessive false rejects. A wrong illumination geometry produces images where the defect is invisible, no matter how sophisticated the image processing algorithm. This guide covers the main inspection tasks on bottle closures and the illumination approaches that deliver reliable results for each.
Cap Presence and Absence Detection
The most basic closure inspection task is confirming a cap is present on every bottle before the product leaves the filling station. Missing caps are a critical defect in food, beverage, and pharmaceutical production. The detection has to stay reliable at 100% throughput even at line speeds of several hundred containers per minute.
Backlight illumination is the most robust approach for cap presence detection where the bottle geometry allows. The bottle is lit from behind. A correctly capped bottle blocks the backlight in the cap zone, while an uncapped bottle lets backlight pass through the open neck. The contrast between presence and absence is very high and independent of cap colour, surface finish, or line speed variation.

Do you want help choosing the product?
Where backlight is not feasible because of bottle geometry or conveyor configuration, a front-illuminated approach using a ring or matrix illuminator and brightness threshold detection is used. The cap surface throws a characteristic reflection pattern, and an uncapped bottle neck throws a very different one. The illumination has to push the brightness difference between capped and uncapped conditions as high as possible.
Cap Alignment and Skew Detection
A cap that is present but misaligned—tilted, skewed, or cross-threaded—is a serious defect. It can cause product leakage, failed tamper evidence, or consumer complaints. Cap alignment inspection measures the angular position and tilt of the cap relative to the bottle axis.
Top-View Alignment Detection
For caps with a flat or slightly domed top surface, a top-view camera with ring illumination gives a clear image of the cap-to-bottle interface. Misalignment shows up as an asymmetric gap or shadow around the cap perimeter. Shallow-angle ring illumination lifts the visibility of the gap shadow and makes small misalignment measurable.
Side-View Profile Inspection
Side-view inspection with backlight illumination gives the clearest image of cap tilt. A correctly applied cap shows a horizontal top edge, while a tilted cap shows a slanted one. Backlight silhouette imaging is the most accurate technique for measuring cap tilt angle because the edge position comes from the silhouette boundary rather than from the surface reflectance of the cap.
Tamper Evidence and Seal Integrity Inspection
Many closure types carry a tamper-evident band that breaks or separates from the cap body when the closure is first opened. Confirming the integrity of the tamper evidence before the product ships is a mandatory quality check in pharmaceutical and food applications.
Band Integrity Verification
The tamper-evident band on a closure is usually a narrow ring at the base of the cap. Dome illumination or low-angle ring illumination brings out the band profile at high contrast. A broken or partly separated band shows up as a bright line or gap at the base of the cap, which is detectable as a brightness or geometry anomaly in the image.
Induction Seal Presence Verification
Products sealed with an induction foil need verification that the foil is present and intact. NIR illumination can reach through certain cap materials and reveal the presence or absence of the foil seal below the cap. For transparent or semi-transparent cap materials, visible wavelength backlight illumination can show the foil outline through the cap body.
Cap Colour and Print Verification
On multi-SKU packaging lines, confirming that the correct cap colour and print are applied to each product variant is a critical inspection task. A wrong cap colour on a pharmaceutical product could cause a serious dispensing error. In food and beverage production, wrong cap colours or prints cause labelling non-conformances.
Colour cap verification needs illumination with stable spectral output. Any variation in the colour temperature or spectral distribution of the illumination shifts the apparent colour of the cap in the camera image. RODER Vision DL6 and DC6 illuminators use HTTM thermal management technology to hold LED junction temperature steady and keep spectral output consistent across different ambient temperatures and duty cycles.
For print verification on caps—lot numbers, expiry dates, or brand markings—direct front illumination at a moderate angle gives the best contrast for reading alphanumeric codes. UV illumination can lift the contrast of certain ink types that fluoresce under ultraviolet excitation.
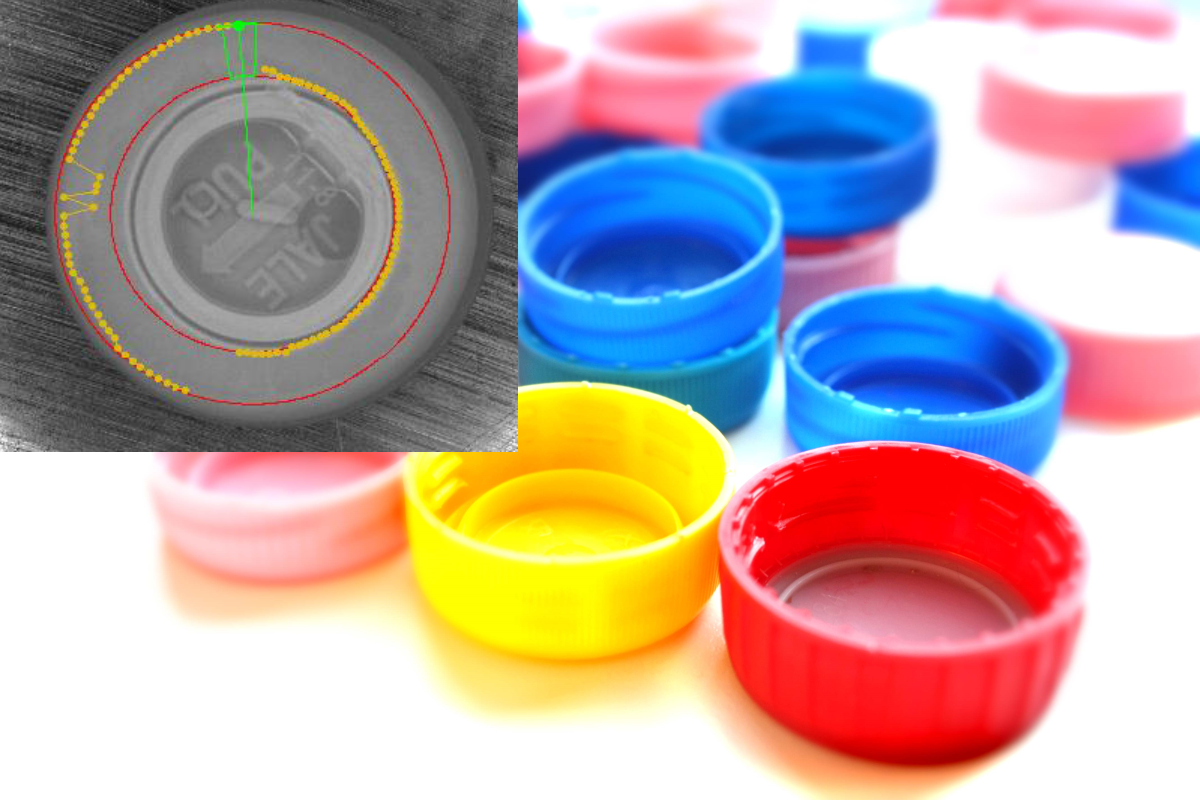
Torque and Application Verification
Some closure inspection systems include a torque marking check. A torque arrow or indicator mark on the cap shifts position relative to a reference mark on the bottle when the cap is correctly torqued. Vision inspection confirms the torque indicator is in the right angular position after the capping station.
This inspection needs illumination that gives high contrast for the torque marking against the cap surface. Dome or flat dome illumination is preferred for reflective caps where direct illumination would throw specular hotspots that mask the marking. For matt or textured cap surfaces, direct ring illumination from above is enough.
Illumination Geometry Selection for Cap Inspection
Dome Illumination for Reflective and Curved Caps
Dome illumination is the standard pick for highly reflective caps such as aluminium closures, metallic-finish plastic caps, and foil-topped bottles. The hemispherical illumination geometry clears specular hotspots from the curved cap surface and produces a uniform, even image that allows colour, marking, and geometry inspection without glare interference.
Ring Illumination for Top-Surface Inspection
Ring illuminators set above the cap give uniform front illumination for presence detection, print reading, and colour verification on caps with a flat or low-profile top surface. A shallow-angle ring adds darkfield enhancement for catching surface contamination, scratches, and alignment gaps at the cap perimeter.
Backlight for Side-View and Profile Inspection
Backlight illumination serves side-view profile inspection of cap tilt, cap height, and tamper band integrity. The camera images the silhouette of the cap and bottle neck from the side. Cap geometry, tilt, and tamper band presence are all measurable from the silhouette image with high accuracy and independence from cap colour or surface finish.
Products and Technologies
RODER Vision Illuminator Families for Cap and Closure Inspection
The RODER Vision product families below cover the most common illumination needs in bottle cap and closure inspection systems.

FD2 — Flat Dome LED Illuminators
Diffuse dome illumination for reflective and metallic caps. Clears specular hotspots. Ideal for colour verification and marking inspection on curved surfaces.

DC6 — High Density LED Ring
Ring illumination for top-view cap presence, alignment gap detection, and print verification. Multi-wavelength. Strobe compatible for high-speed lines.

BL3 — LED Backlight Series
Backlight for side-view cap tilt, height measurement, and tamper band silhouette inspection. High uniformity. Multiple sizes. Strobe trigger compatible.

DL6 — High Density LED Matrix
Direct matrix for cap print verification, lot code reading, and colour inspection. HTTM thermal stability keeps spectral output consistent. UV and NIR options.
Frequently Asked Questions
Backlight illumination gives the highest reliability for cap presence detection. A capped bottle blocks the backlight in the cap zone, while an uncapped bottle lets light through the open neck, producing very high contrast regardless of cap colour or surface finish. A front ring or matrix illuminator is the alternative when backlight is not feasible.
Dome or flat dome illumination is the standard pick for highly reflective aluminium and metallic caps. The hemispherical illumination geometry clears specular hotspots from the curved cap surface and produces a uniform image suited to colour, marking, and geometry inspection.
Low-angle ring illumination or dome illumination brings out the tamper-evident band profile at the base of the cap. A broken or separated band shows up as a gap or bright line. Side-view backlight inspection also gives a clear silhouette of the band.
White or visible wavelength illumination with stable spectral output. RODER Vision HTTM technology keeps LED colour temperature consistent. NIR can be added for foil seal detection, and UV for fluorescent ink verification.
Yes. A flat dome illuminator gives diffuse illumination for surface and marking inspection, while a ring illuminator at shallow angle adds alignment gap detection. Both are triggered in sequence by the vision controller at full production speed.
Contacts & Information
Contact for general information : info@roder.it
Systems and Sensor Integration Partner : www.roder.it
RODER Artificial Vision Division : www.rodervision.com
RODER Instruments Division : www.innovacheck.com
More information about RODER VISION : about us
The information on this website is provided for informational purposes only. Although it has been prepared with the utmost care, it does not constitute a contractual offer or a binding commitment to supply. It may contain transcription, translation, or typographical errors. For precise and up-to-date information, please contact our company directly.
Please note: Some images on this website have been intentionally generated using Artificial Intelligence (AI). This is due to the fact that, for many applications and projects, it is not possible to disclose photographs of the actual installation or system due to confidentiality agreements, contractual clauses, and Non-Disclosure Agreements (NDAs).
