Food & Beverage
Food and beverage inspection with machine vision ensures product safety, regulatory compliance, and brand quality by detecting foreign bodies, verifying fill levels, inspecting packaging integrity, reading labels and date codes, and sorting products by colour, size, or shape. LED illumination is critical to food inspection system performance: the correct wavelength and lighting technique determine whether contaminants, packaging defects, and label errors are reliably detected at production line speeds. UV illumination detects fluorescent contaminants, infrared lighting inspects through opaque packaging, and white LED illuminators support colour-based sorting and label verification. RODER Vision LED illuminators are food-grade compatible and meet the hygiene requirements of food and beverage production environments including washdown applications. Our lighting solutions support compliance with food safety standards and help manufacturers achieve 100% inspection on automated packaging and processing lines.
-
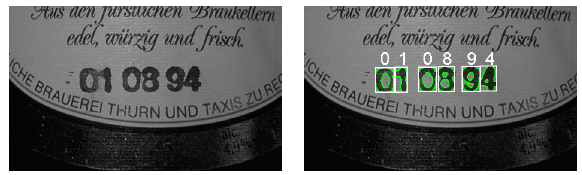
Label Inspection: Detecting Creases and Print Errors with Diffuse Lighting
Label inspection with machine vision requires diffuse LED illumination to detect print errors, missing text, creases, and misalignment. A technical guide to illumination geometry and wavelength selection for packaging label inspection systems.
-
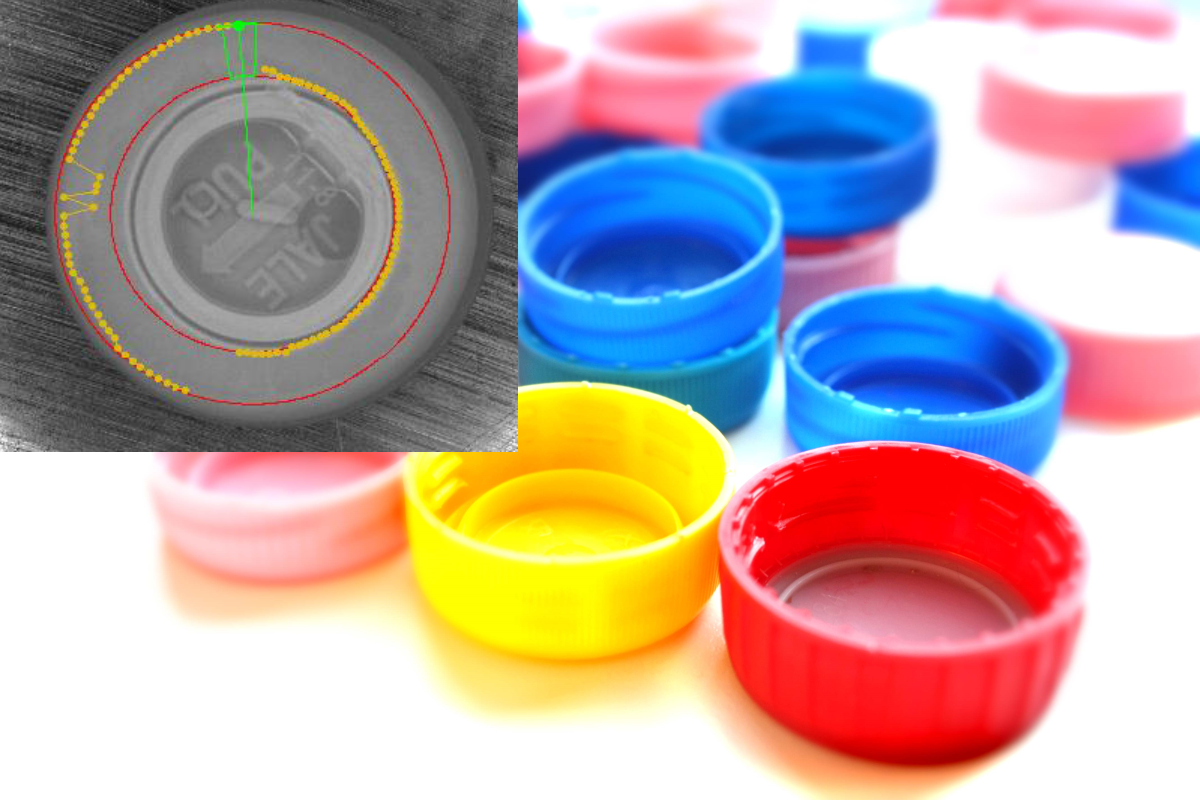
Precision Bottle Cap Inspection: Machine Vision & LED Lighting Solutions
Bottle cap inspection with machine vision requires specific LED illumination to detect cap presence, alignment, tamper evidence, and colour. A technical guide to selecting the right lighting for closure inspection systems.
-

IP Ratings for Machine Vision Illuminators: IP65, IP67, IP69K — What They Mean and When You Need Them
IP protection ratings directly determine whether an LED illuminator can survive in your production environment. This guide explains IP65, IP67 and IP69K ratings and helps you choose the right protection level for food, chemical, outdoor and washdown applications.