Ambient light is any light reaching the camera sensor that does not come from the controlled illumination source of the vision system. In factory environments, ambient light is always present. Overhead fluorescent or LED tubes, skylights, light from adjacent machines, and reflections from surfaces all add unwanted illumination to the inspection zone.
Ambient light causes imaging problems in two ways. It adds an uncontrolled background illumination level to the image, cutting the contrast between the illuminated feature and the background. It also shifts over time as factory conditions change—shift changes, seasonal daylight variation, neighbouring machine operating cycles—so the image characteristics drift even when the part being inspected has not changed.
How Ambient Light Causes False Accepts and False Rejects
A machine vision algorithm is trained or configured to detect features at a specific contrast level. When ambient light changes the effective illumination of the part, the contrast level changes. Features that were detectable vanish. Shadows or reflections created by ambient sources throw false edge signals. The result is higher false reject rates, higher false accept rates, or both.
The problem is often intermittent. The system performs correctly during commissioning in a controlled environment, then begins to generate errors during production. The error rate shifts by shift, by season, or by time of day. Pinning ambient light down as the root cause takes systematic measurement of the inspection environment under different ambient conditions.

Do you want help choosing the product?
Factory Ambient Light Sources
Knowing the characteristics of the ambient light sources present in a factory helps in choosing the most effective rejection strategy.
Fluorescent and LED Tube Lighting
Fluorescent tubes emit a broad spectrum across visible wavelengths. Their output flickers at twice the mains frequency—100 Hz in Europe, 120 Hz in North America. That flicker can interact with camera frame rates to produce periodic variation in image brightness. Modern LED tube replacements also flicker, though at higher frequencies that may be less visible to cameras with slower frame rates.
LED tubes usually carry a strong blue and yellow-green spectral peak. If the machine vision illuminator runs at red or near-infrared wavelengths, a bandpass filter matched to the illuminator wavelength rejects much of the fluorescent tube illumination.
Skylights and Sunlight
Natural daylight is a broadband source covering UV through NIR. It varies a great deal in intensity with weather, time of day, and season. Facilities with roof skylights or large windows are especially vulnerable to daylight-induced inspection variation. Skylights close to the inspection station can throw direct or diffuse daylight on the part that shifts throughout the day.
Daylight is the hardest ambient source to reject with spectral filtering because it covers the full visible and NIR range. Structural solutions—enclosures, baffles, or blackout curtains—are often the most effective approach for skylights.
Adjacent Machine Illumination
Other machine vision systems nearby, welding arcs, furnace glow, and indicator lights all add localised illumination that can reach the inspection station. These sources often sit at specific wavelengths or in specific directions, which makes them easier to characterise and reject than broadband sources.
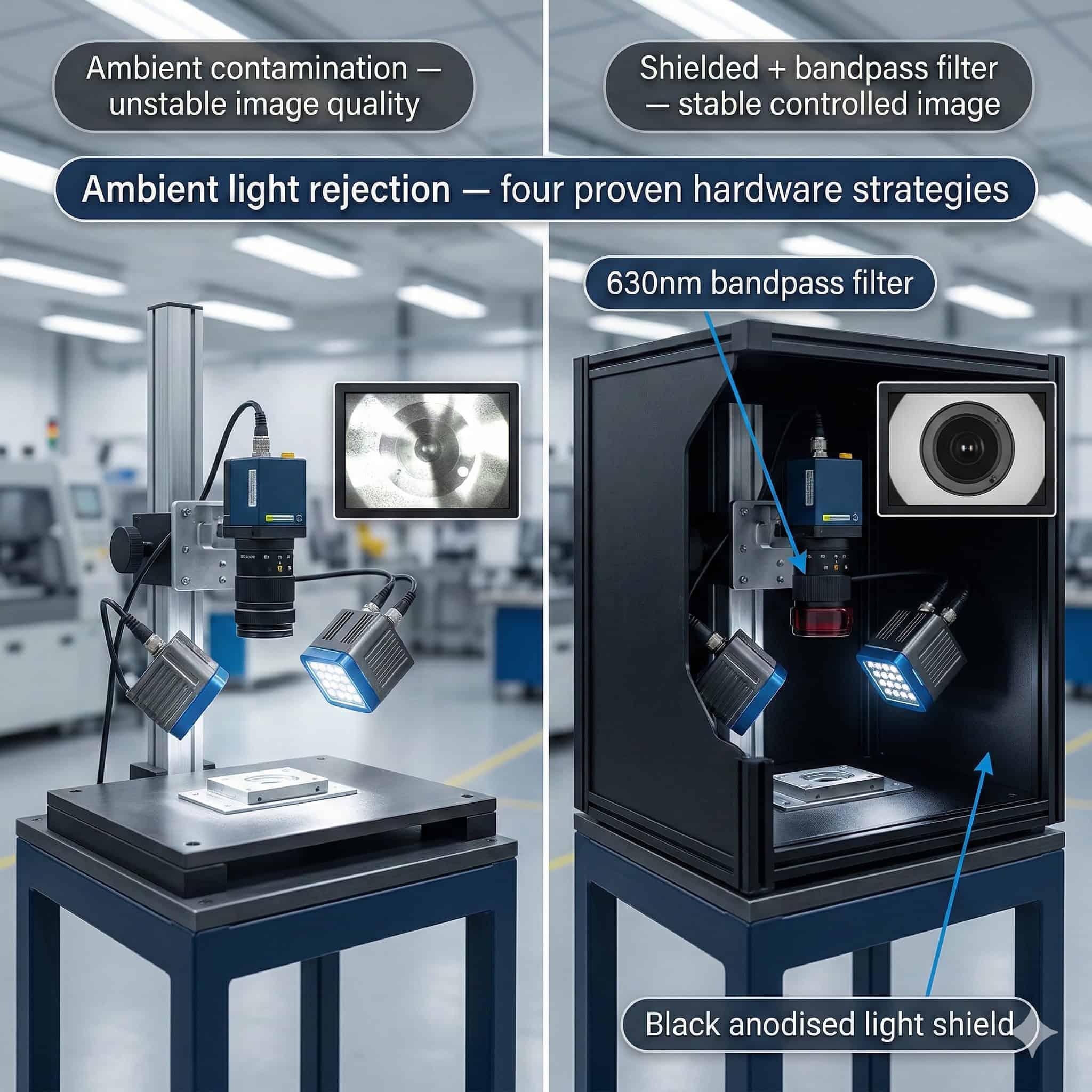
Strategy 1: Bandpass Optical Filters
A bandpass optical filter mounted in front of the camera lens transmits only a narrow range of wavelengths centred on the illuminator wavelength and blocks all others. If the machine vision illuminator emits at 850 nm near-infrared and the camera carries an 850 nm bandpass filter, the camera sees only the 850 nm illumination from the illuminator. Visible ambient light, which carries little 850 nm emission, is blocked.
This strategy needs the illuminator to emit at a wavelength distinct from the dominant ambient sources. Near-infrared illumination is especially effective because most factory ambient sources emit primarily in the visible range. The camera sensor has to be sensitive at the chosen NIR wavelength, which is the case for standard silicon-based monochrome sensors.
Bandpass filters are available for standard LED wavelengths: 365 nm UV, 470 nm blue, 525 nm green, 617 nm red, 780 nm, 850 nm, and 940 nm NIR. The bandwidth of the filter—typically 10 nm to 50 nm—sets how effectively it rejects off-wavelength illumination while holding transmission of the on-wavelength illuminator output.
Strategy 2: Strobe Mode with Short Exposure Times
Camera exposure time sets how long the sensor integrates incoming light. A short exposure cuts the total ambient light collected per frame because the ambient source contributes for a shorter time. The controlled illuminator, running in strobe mode at high peak intensity, delivers a large amount of light in a very short pulse. The ratio of illuminator signal to ambient background climbs as exposure time falls.
Strobe mode also freezes motion. A part moving at high speed on a conveyor stays sharp in the image if the exposure is short enough. That is a dual benefit in high-speed inspection where both motion blur and ambient light rejection matter.
RODER Vision illuminators support triggered strobe mode via a digital input signal. The strobe pulse duration is usually set between 10 µs and 2 ms depending on the required intensity and motion freeze needs. At 100 µs exposure, most factory ambient light sources contribute less than 1% of the signal level of a properly specified strobe illuminator.
Strategy 3: Physical Enclosures and Baffles
A physical enclosure around the inspection zone clears ambient light by blocking its path to the part and the camera. This is the most effective strategy when spectral filtering and strobe techniques fall short. An enclosure painted matte black inside holds down internal reflections. Light traps at any openings—for part entry and exit—keep ambient light from entering through the product path.
Enclosures are standard in pharmaceutical and food inspection systems where the highest level of ambient light rejection is required. They add mechanical complexity and cost, and they create access constraints for maintenance. These trade-offs have to be weighed when deciding whether an enclosure is necessary.
Partial enclosures or baffles—panels that block specific ambient light paths without fully enclosing the station—are a lower-cost intermediate solution. A baffle positioned to block direct skylight from a roof window may be enough if that is the dominant ambient source.
Strategy 4: Dark-Field Background Panels
Dark backgrounds absorb ambient light rather than reflecting it. In applications where the inspection leans on reflected illumination from the part surface, placing a matte black background behind the part cuts the ambient light bounced back toward the camera from the background surfaces. That lifts the signal-to-background ratio without spectral filtering or enclosures.
Combining Strategies for Maximum Ambient Light Immunity
The most robust machine vision systems run several strategies at once. A common combination is NIR illumination with an NIR bandpass filter, running in strobe mode, inside a partial enclosure with a dark background panel. Each layer of protection cuts the ambient light contribution. Together, they can reach ambient light rejection sufficient for outdoor or high-ambient industrial environments.
The right combination depends on the severity of the ambient light problem and the cost constraints of the application. Systems in air-conditioned electronics assembly rooms may only need strobe mode. Systems in factories with skylights near food processing equipment usually need spectral filtering plus enclosures.
Testing Your System’s Ambient Light Immunity
Ambient light immunity testing means measuring how much the image changes when the ambient conditions vary. A simple test captures a reference image with all ambient sources blocked, then captures a second image under normal ambient conditions. The difference between the two images quantifies the ambient light contribution. If the difference is small relative to the feature contrast, the system is adequately immune. If not, further rejection measures are needed.
Testing should cover worst-case ambient conditions: full daylight through skylights in summer, all factory lights on, and neighbouring machines operating. A system that passes the test only at night or only in winter is not a robust installation.
Products and Technologies
RODER Vision Illuminator Families for Ambient Light Rejection
The RODER Vision families below suit applications that need high ambient light rejection. Each is available in NIR wavelengths and supports strobe mode operation.

DL6 — High Density LED Matrix
Available at 850 nm and 940 nm NIR. High peak intensity in strobe mode. HTTM thermal stability. Ideal for high-ambient factory environments.

DL5 — High Intensity LED Matrix
Very high peak intensity in strobe mode dominates ambient sources. Available in red and NIR. Short pulse capability down to 10 µs.

DC6 — High Density LED Ring
Compact ring illuminator in NIR wavelengths with strobe trigger input. Suitable for robot-mounted and conveyor applications in high-ambient environments.

BL3 — LED Backlight Illuminators
Available in NIR wavelengths for transmission-mode inspection with high ambient rejection. High uniformity. Strobe trigger compatible.
Frequently Asked Questions
Ambient light rejection is the ability of a machine vision system to hold consistent image quality despite uncontrolled light sources in the factory environment. It is reached through a combination of spectral filtering, strobe illumination, physical enclosures, and dark backgrounds. A system with poor ambient light rejection produces variable inspection results that depend on factory lighting conditions rather than on the part being inspected.
Near-infrared illumination at 850 nm or 940 nm is effective because most factory ambient light sources, including fluorescent tubes, LED tubes, and natural daylight, emit primarily in the visible spectrum and carry relatively low NIR emission. A bandpass filter matched to the NIR illuminator wavelength blocks the visible ambient light while transmitting the NIR illumination from the controlled source.
Strobe mode fires the illuminator at high peak intensity for a very short pulse, typically between 10 microseconds and 2 milliseconds, with the camera exposure synced to the strobe pulse. Because ambient light contributes for the full exposure time while the strobe illuminator delivers a large signal in a very short pulse, the ratio of strobe signal to ambient background is very high at short exposure times.
A physical enclosure is necessary when spectral filtering and strobe mode fall short of reducing ambient light to acceptable levels. This is usually the case in outdoor inspection, facilities with large skylights close to the inspection station, or applications where the illuminator and camera geometry rules out an effective bandpass filter. Enclosures are also used in pharmaceutical and food inspection where validated ambient light exclusion is a regulatory requirement.
Compare images captured with all ambient sources blocked against images captured under normal factory ambient conditions. Measure the pixel value difference in the inspection area between the two conditions. If the difference is larger than the feature contrast used for inspection decisions, the system will be affected by ambient light variation. Test under worst-case conditions including full summer daylight and all factory lights on.
Contacts & Information
Contact for general information : info@roder.it
Systems and Sensor Integration Partner : www.roder.it
RODER Artificial Vision Division : www.rodervision.com
RODER Instruments Division : www.innovacheck.com
More information about RODER VISION : about us
The information on this website is provided for informational purposes only. Although it has been prepared with the utmost care, it does not constitute a contractual offer or a binding commitment to supply. It may contain transcription, translation, or typographical errors. For precise and up-to-date information, please contact our company directly.
Please note: Some images on this website have been intentionally generated using Artificial Intelligence (AI). This is due to the fact that, for many applications and projects, it is not possible to disclose photographs of the actual installation or system due to confidentiality agreements, contractual clauses, and Non-Disclosure Agreements (NDAs).
