Label inspection is a critical quality control step in virtually every consumer product packaging line. Labels carry mandatory product information including ingredient lists, allergen declarations, batch numbers, expiry dates, and regulatory markings. Any error in the label — missing text, transposed digits, incorrect barcode, crease, wrinkle, bubble, or misalignment — can trigger product recalls, regulatory non-compliance, or consumer safety issues.
Machine vision systems provide 100% inline label inspection at full production speed. The performance of these systems depends entirely on the quality of the image produced by the illumination. Diffuse illumination is the starting point for most label inspection tasks because it eliminates the specular reflections and shadows that make label surfaces difficult to image under direct lighting. Selecting the right combination of illumination geometry and wavelength is the key to achieving reliable detection across the wide range of label materials, finishes, and defect types encountered in production.
Why Label Surfaces Are Difficult to Illuminate
Labels are applied to curved, cylindrical, or irregular surfaces. The label material itself may be paper, film, foil, or a laminate of multiple materials. The print may be flexographic, offset, digital, or thermal transfer. The finish may be matt, gloss, satin, or metallised. Each combination of surface, material, and finish has different optical properties that affect how the label responds to illumination.
Gloss labels produce strong specular reflections under direct illumination. These reflections create bright hotspots in the camera image that saturate the sensor and make it impossible to read the text or verify the print in the affected area. Foil and metallised labels are even more problematic: the entire label surface acts as a mirror under direct illumination, producing an image that contains almost no usable information about the label content.

Do you want help choosing the product?
Matt and uncoated paper labels produce less specular reflection but are affected by shadows and gradients under non-uniform illumination. Any variation in illumination intensity across the field of view causes apparent density variations in the image that can be misinterpreted as print defects by image processing algorithms.
Diffuse Illumination for Label Inspection
Diffuse illumination distributes light over a large solid angle, illuminating the label surface from many directions simultaneously. This dramatically reduces the intensity of any individual specular reflection because the reflected energy is spread over many directions rather than concentrated at a single specular angle. The result is a much more uniform image of the label surface that is independent of minor surface tilt or curvature variations.
Flat Dome Illumination for Flat and Slightly Curved Labels
Flat dome illuminators provide diffuse illumination from a large area source. The light exits through a diffusing panel that produces a uniform, omnidirectional illumination field. For flat labels and labels on low-curvature surfaces, flat dome illumination provides the most uniform background illumination available from a front-facing source. The uniformity specifications of RODER Vision FD-series flat dome illuminators exceed 90% across the active area, ensuring consistent image quality across the entire label.
Ring Illumination for Cylindrical Containers
Labels on cylindrical containers such as bottles, cans, and tubes are inspected with a ring illuminator centred on the container axis. The ring geometry provides illumination from all azimuthal directions simultaneously, which compensates for the curvature of the label surface. Each point on the cylindrical label surface receives light from at least some of the ring LEDs at an angle that is close to normal incidence, producing a relatively uniform image across the curvature of the container.
For labels on bottles, a ring illuminator with a large inner diameter is used so that the bottle fits within the ring. The ring is positioned at a height that centres it on the label zone. For high-speed rotary inspection of cylindrical containers, multiple ring illuminators are positioned around the circumference of a star wheel or rotary table to inspect all faces of the label in a single pass.
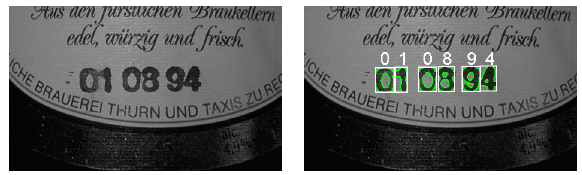
Detecting Print Errors and Missing Text
Print error detection compares the camera image of the label against a reference image or a parametric description of the expected content. The inspection tasks include verifying the presence and position of all printed elements, reading variable data such as batch numbers and expiry dates, verifying barcode symbology and readability, and detecting print quality defects such as streaks, voids, smears, and colour shifts.
Wavelength Selection for Print Contrast
The wavelength of the illumination determines the contrast between different ink colours and the label background. For black ink on white or light-coloured labels, any visible wavelength provides adequate contrast. For coloured inks, the contrast depends on the relationship between the ink colour and the illumination wavelength.
A red illuminator suppresses red ink and enhances the contrast of blue and green ink on a white background. A blue illuminator suppresses blue ink and enhances red and yellow ink contrast. For applications where the same camera must read black ink, coloured ink, and barcodes on the same label, white illumination provides a reasonable baseline contrast for all colours. For applications where one specific ink colour must be inspected with the highest possible contrast, a single-wavelength illuminator matched to the complementary colour of the ink is preferred.
UV Illumination for Security and Authentication Features
Many labels incorporate UV-fluorescent security features that are invisible under white light. These include UV-reactive inks, fibres, and coatings that fluoresce strongly under ultraviolet illumination at 365 nm or 395 nm. Vision inspection with UV illumination can verify the presence and position of these security features. This is used in pharmaceutical label inspection, high-value product authentication, and brand protection applications.
Crease and Wrinkle Detection
Label creases and wrinkles are mechanical defects caused by incorrect label application, incorrect label tension during application, or label material defects. They distort the appearance of the label and may make printed information difficult or impossible to read. In pharmaceutical and food applications, a creased label may fail regulatory requirements for legibility of mandatory information.
Shadow-Based Crease Detection
Creases and wrinkles are three-dimensional surface deformations. They cast shadows under directional illumination and appear as bright lines under grazing-incidence darkfield illumination. The most effective technique for crease detection combines two illumination modes: diffuse illumination for print verification, and low-angle directional illumination for crease and wrinkle detection. The two images are acquired separately using strobe triggering and analysed by different inspection algorithms.
Under low-angle illumination at 10° to 20° from horizontal, a crease of only 0.1 mm height on a flat label casts a shadow that is 0.3 to 0.6 mm long. This shadow is easily detectable by the inspection algorithm. The minimum detectable crease height depends on the illumination angle and the pixel size of the camera system. For high-resolution label inspection, creases as small as 50 micrometres in height are detectable with appropriate low-angle illumination.
Label Presence and Position Verification
Before print content can be verified, the system must confirm that a label is present and correctly positioned on the product. Label presence detection is typically performed with a ring illuminator or matrix illuminator providing front illumination. The unlabelled surface of the container has a different reflectance or colour from the labelled area. This difference is detected by a brightness or colour threshold in the image.
Label position measurement checks that the label is applied within the allowed positional tolerance. This is measured from the image coordinates of the label edges. Any systematic offset in the label position indicates a problem with the label applicator or the web feed tension. The inspection system generates a correction signal that can be fed back to the label applicator controller for automatic adjustment.
Barcode and Datamatrix Verification
Every label inspection system for serialised products must verify the readability and content of barcodes and datamatrix codes. The readability of a barcode depends on the print quality, the contrast between bars and spaces, the bar width accuracy, and the absence of voids, smears, or bleed.
Diffuse illumination from a ring or flat dome illuminator is generally adequate for barcode verification on paper and film labels. For foil or metallised labels where the barcode is embossed or hot-stamped, a combination of diffuse and directional illumination may be needed to produce sufficient contrast for reliable barcode reading. RODER Vision DL6 series illuminators with adjustable angle settings allow the illumination geometry to be optimised for the specific barcode substrate material.
Products and Technologies
RODER Vision Illuminator Families for Label Inspection
The following RODER Vision product families are well suited for label presence, print verification, crease detection, and barcode reading on packaging lines.

FD2 — Flat Dome LED Illuminators
Diffuse illumination for flat and low-curvature labels. Eliminates gloss hotspots on film and foil labels. Uniform background for print verification and colour inspection.

DC6 — High Density LED Ring
Ring illumination for cylindrical container label inspection. Compensates for surface curvature. Multi-wavelength for ink colour contrast optimisation. Strobe compatible.

DL6 — High Density LED Matrix
Direct matrix illumination for barcode and datamatrix reading on embossed or foil labels. HTTM thermal stability. UV option for fluorescent security feature verification.

DL5 — High Intensity LED Matrix
High peak intensity at low angles for label crease and wrinkle detection. Grazing-incidence illumination reveals surface deformations invisible under diffuse lighting.
Frequently Asked Questions
Diffuse illumination distributes light over a large solid angle, eliminating specular hotspots on gloss, film, and foil label surfaces. It provides a uniform image background that is independent of minor surface curvature or tilt variations. This makes print content, text, and barcodes uniformly visible across the full label area, regardless of the label finish or the curvature of the container.
For black ink on light backgrounds, any visible wavelength is adequate. For coloured inks, use a wavelength complementary to the ink colour to maximise contrast: red illumination for blue and green ink; blue illumination for red and yellow ink. White illumination is used when the same camera must verify multiple ink colours on the same label. UV illumination at 365-395 nm reveals fluorescent security features invisible under white light.
Low-angle directional illumination at 10 to 20 degrees from horizontal is the most effective technique for crease and wrinkle detection. The crease casts a long shadow under grazing-incidence illumination that is easily detectable. In most label inspection systems, a separate strobe-triggered low-angle illuminator is used for crease detection, while a diffuse illuminator is used for print content verification, with the two images acquired in sequence.
A ring illuminator centred on the container axis provides illumination from all azimuthal directions simultaneously, compensating for the curvature of the label surface. For high-speed rotary inspection, multiple ring illuminators positioned around a star wheel or rotary table inspect all faces of the cylindrical label in a single pass. Strobe triggering synchronises the exposure with the container position.
In most cases yes. A flat dome or ring illuminator providing diffuse illumination is suitable for both print content verification and barcode reading on paper and film labels. For foil or embossed labels where the barcode is difficult to read under purely diffuse illumination, an additional directional illuminator may be needed to improve barcode contrast, triggered separately from the diffuse source.
Contacts & Information
Contact for general information : info@roder.it
Systems and Sensor Integration Partner : www.roder.it
RODER Artificial Vision Division : www.rodervision.com
RODER Instruments Division : www.innovacheck.com
More information about RODER VISION : about us
The information on this website is provided for informational purposes only. Although it has been prepared with the utmost care, it does not constitute a contractual offer or a binding commitment to supply. It may contain transcription, translation, or typographical errors. For precise and up-to-date information, please contact our company directly.
Please note: Some images on this website have been intentionally generated using Artificial Intelligence (AI). This is due to the fact that, for many applications and projects, it is not possible to disclose photographs of the actual installation or system due to confidentiality agreements, contractual clauses, and Non-Disclosure Agreements (NDAs).
Related topics :
 Glass Bottle Integrity: Detecting Cracks with Diffuse Backlighting
Glass Bottle Integrity: Detecting Cracks with Diffuse Backlighting
 Direct vs. Diffuse Illumination: Choosing the Right Technique for Your Inspection Task
Direct vs. Diffuse Illumination: Choosing the Right Technique for Your Inspection Task
 Machine Vision Lighting for Logistics and E-Commerce: Parcel Sorting, Dimensioning and Label Reading
Machine Vision Lighting for Logistics and E-Commerce: Parcel Sorting, Dimensioning and Label Reading
 Precision Bottle Cap Inspection: Machine Vision & LED Lighting Solutions
Precision Bottle Cap Inspection: Machine Vision & LED Lighting Solutions
 Line Lights for Web Inspection: Maximizing Throughput in Continuous Production
Line Lights for Web Inspection: Maximizing Throughput in Continuous Production