Illumination technique is one of the most critical decisions in machine vision system design. The choice between direct and diffuse illumination decides which surface features are visible, which defects are detectable, and whether the image carries enough contrast for reliable algorithm performance.
Direct and diffuse illumination are not just two brightness settings. They are fundamentally different ways of directing light at a surface. Each draws on different optical phenomena, and each reveals different categories of surface information. A solid grasp of both is essential for any engineer designing a machine vision inspection cell.
1. Principles of Direct Lighting
Direct illumination aims light at the object from a defined angle or set of angles. The light travels in a controlled direction and strikes the surface at a specific angle of incidence. The camera collects light that is either reflected specularly or scattered diffusely from the surface, depending on the surface finish.
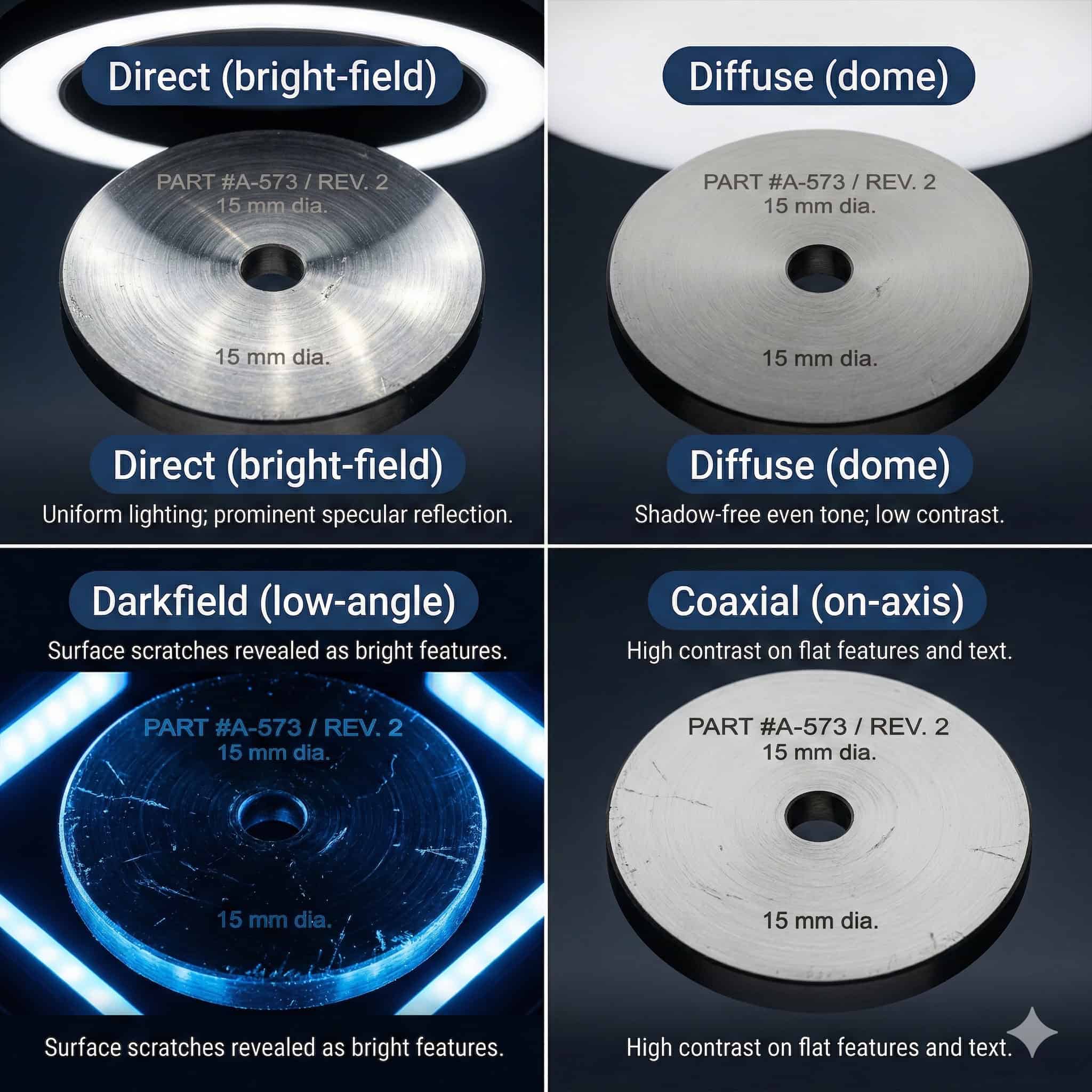
On a smooth, reflective surface, direct illumination at a controlled angle produces a specular reflection that is bright and sharp. If the surface is perfectly flat and the illumination angle is tuned, the entire surface reads uniformly bright. Any departure from flatness—a scratch, a dent, a raised burr—deflects the reflected light away from the camera and reads dark against the bright background. That is the principle behind bright-field direct illumination for flat surface inspection.

Do you want help choosing the product?
Dark-Field Direct Illumination
When the illumination angle is changed so the specular reflection does not enter the camera lens, the smooth surface reads dark. Only surface features that scatter light—scratches, particles, raised edges, texture variations—read bright against the dark background. That is dark-field illumination.
Dark-field illumination serves semiconductor wafer inspection, optical component quality control, and the detection of fine surface scratches on metallic and plastic parts. The contrast reversal compared with bright-field—defects reading bright rather than dark—is a key advantage when the defect area is small relative to the total surface area.
Coaxial Direct Illumination
Coaxial illumination is a specialised form of direct illumination where the light travels along the optical axis of the camera via a beam splitter. The specular reflection from a flat, perpendicular surface returns along the optical axis and enters the camera, reading uniformly bright. Tilted or curved surfaces reflect light away from the axis and read dark.
Coaxial illumination is the technique of choice for inspecting flat, highly reflective surfaces such as PCB pads, polished metal components, and glass surfaces. It clears the shadow artefacts of off-axis direct illumination and makes surface height variations visible as brightness transitions.
2. Principles of Diffuse Lighting
Diffuse illumination lights the object from a large solid angle—from many directions at once rather than from a single defined direction. The light reaches the surface from all angles within the illuminated hemisphere. On a matt surface, that yields even illumination regardless of surface orientation or local curvature.
The key trait of diffuse illumination is its insensitivity to surface orientation. A curved part, a three-dimensional assembly, or a surface with complex geometry is lit consistently. There are no shadows from surface relief features, no bright specular hotspots, and no dark regions from surface facets that reflect away from the camera.
Dome Illumination
The dome illuminator is the standard tool for diffuse illumination in machine vision. A hemispherical or flat dome enclosure is coated internally with a highly diffuse white material. LEDs light the interior of the dome, and the object sits at the opening, lit by light arriving from the entire interior surface of the dome.
Dome illumination serves reflective objects where direct illumination would throw unacceptable glare: cosmetic packaging, automotive trim, electronic components, and jewellery. It suits any application where the surface has variable curvature and has to be inspected uniformly.
Flat Dome Illumination
The flat dome illuminator is a lower-profile variant that gives diffuse illumination through a flat front aperture. It suits inspection stations where mounting space is tight, or where the object is too large to be enclosed in a standard dome.
RODER Vision FD-series flat dome illuminators are designed for applications that need high-quality diffuse illumination in a flat, low-profile form. Multiple sizes cover fields of view from small components to large assemblies.
3. Application Matrix: When to Choose Each Technique
The choice between direct and diffuse illumination comes down to the surface characteristics of the object and the nature of the inspection task. The framework below covers the most common inspection scenarios.
Flat Reflective Surfaces: PCB, Metal, Glass
Flat reflective surfaces are best inspected with coaxial direct illumination. For surface defect detection such as scratches and pits, low-angle dark-field direct illumination is more sensitive than any diffuse technique. Dome illumination yields a uniform image on flat reflective surfaces but usually carries lower contrast for catching small surface defects.
Three-Dimensional and Curved Components
Components with complex three-dimensional geometry or variable curvature are best lit with diffuse techniques. Dome or flat dome illumination clears the shadow and glare artefacts that direct illumination throws on curved surfaces. This is the preferred approach for moulded plastic components, cast metal parts, and assemblies where the surface normal direction shifts markedly across the field of view.
Label, Print, and Barcode Inspection
Label reading, OCR, and barcode inspection usually use direct illumination at a controlled angle to push the contrast between the printed ink and the label substrate as high as possible. On glossy labels, low-angle or polarised illumination tames specular reflections from the substrate surface. On matt labels, front-facing direct illumination at a moderate angle is usually enough.
Surface Texture and Defect Detection
Raised features and surface relief are best revealed by low-angle direct illumination, where shadows lift their visibility. Colour or contamination defects on complex-geometry surfaces are better revealed by diffuse illumination, where surface geometry does not get in the way of colour uniformity measurement.
4. RODER Vision Products for Each Approach
RODER Vision builds illuminator families tuned for both direct and diffuse illumination techniques. The four families below cover the most representative solutions for each approach.
Products and Technologies

DL6 — High Density LED Matrix
Direct illumination for flat surfaces, label inspection, and barcode reading. High intensity in strobe mode. HTTM thermal stability. Multi-wavelength.

DC6 — High Density LED Ring
Near-coaxial direct ring illumination for flat surface inspection, print quality, and PCB component verification. Compact and multi-wavelength.

FD2 — Flat Dome LED Illuminators
Diffuse illumination for reflective, curved, or complex-geometry parts. Shadowless output. Clears specular glare. Multiple sizes available.

DL5 — High Intensity LED Matrix
High-intensity direct illumination for dark-field and bright-field techniques. Very high peak intensity in strobe mode for high-speed surface inspection.
Frequently Asked Questions
Direct illumination is preferred for flat surface defect detection, coaxial inspection of highly reflective surfaces such as PCB pads or polished metal, dark-field scratch detection, and barcode or OCR applications where a defined illumination angle pushes print contrast as high as possible.
Diffuse illumination suits complex three-dimensional geometry, curved surfaces, and highly reflective parts where direct illumination would throw unacceptable shadows or specular hotspots. Typical applications include cosmetic packaging, cast and moulded component inspection, and complex assemblies.
Yes. Illuminators are triggered independently by the vision system controller. A flat dome gives diffuse illumination for one task, while a ring illuminator gives direct illumination for another, both serving the same camera station.
Dark-field uses very low-angle direct illumination. The smooth surface reads dark and surface features that scatter light, such as scratches, particles, and raised edges, read bright. It is used for catching fine surface defects on polished parts where contrast under conventional illumination is too low.
No. Wavelength selection is independent of the direct versus diffuse choice. NIR wavelengths can tame specular reflections from plastic surfaces, and UV wavelengths lift the visibility of contamination and fluorescent materials. Both apply equally to direct and diffuse illumination geometries.
Contacts & Information
Contact for general information : info@roder.it
Systems and Sensor Integration Partner : www.roder.it
RODER Artificial Vision Division : www.rodervision.com
RODER Instruments Division : www.innovacheck.com
More information about RODER VISION : about us
The information on this website is provided for informational purposes only. Although it has been prepared with the utmost care, it does not constitute a contractual offer or a binding commitment to supply. It may contain transcription, translation, or typographical errors. For precise and up-to-date information, please contact our company directly.
Please note: Some images on this website have been intentionally generated using Artificial Intelligence (AI). This is due to the fact that, for many applications and projects, it is not possible to disclose photographs of the actual installation or system due to confidentiality agreements, contractual clauses, and Non-Disclosure Agreements (NDAs).
